Home / Technology / CHCA Technology
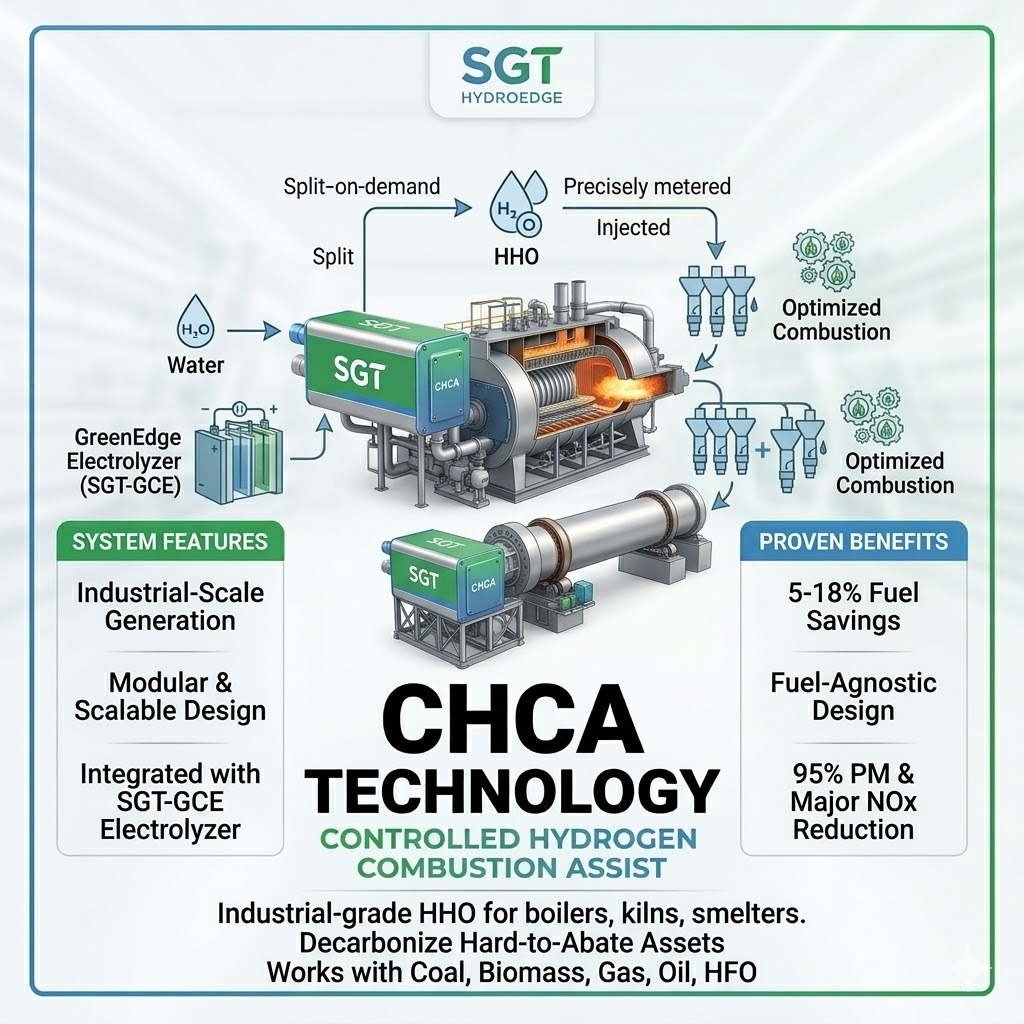
Controlled Hydrogen Combustion Assist
Industrial-scale HHO generation starting from 3,600 LPH per module. Patent-applied wet cell technology - the first industrial-scale system developed outside China using Indian engineering.
Breakthrough Indigenous Technology
Base Capacity
3,600
LPH per module
Scalable to
20K+
LPH
CHCA requires fundamentally different engineering than automotive CHFA systems
3,600+ LPH per module vs. 150-3000 ml/min for engines. Industrial boilers and kilns require sustained high-volume HHO production.
Industrial equipment runs continuously for months. Requires robust thermal management and automated operation.
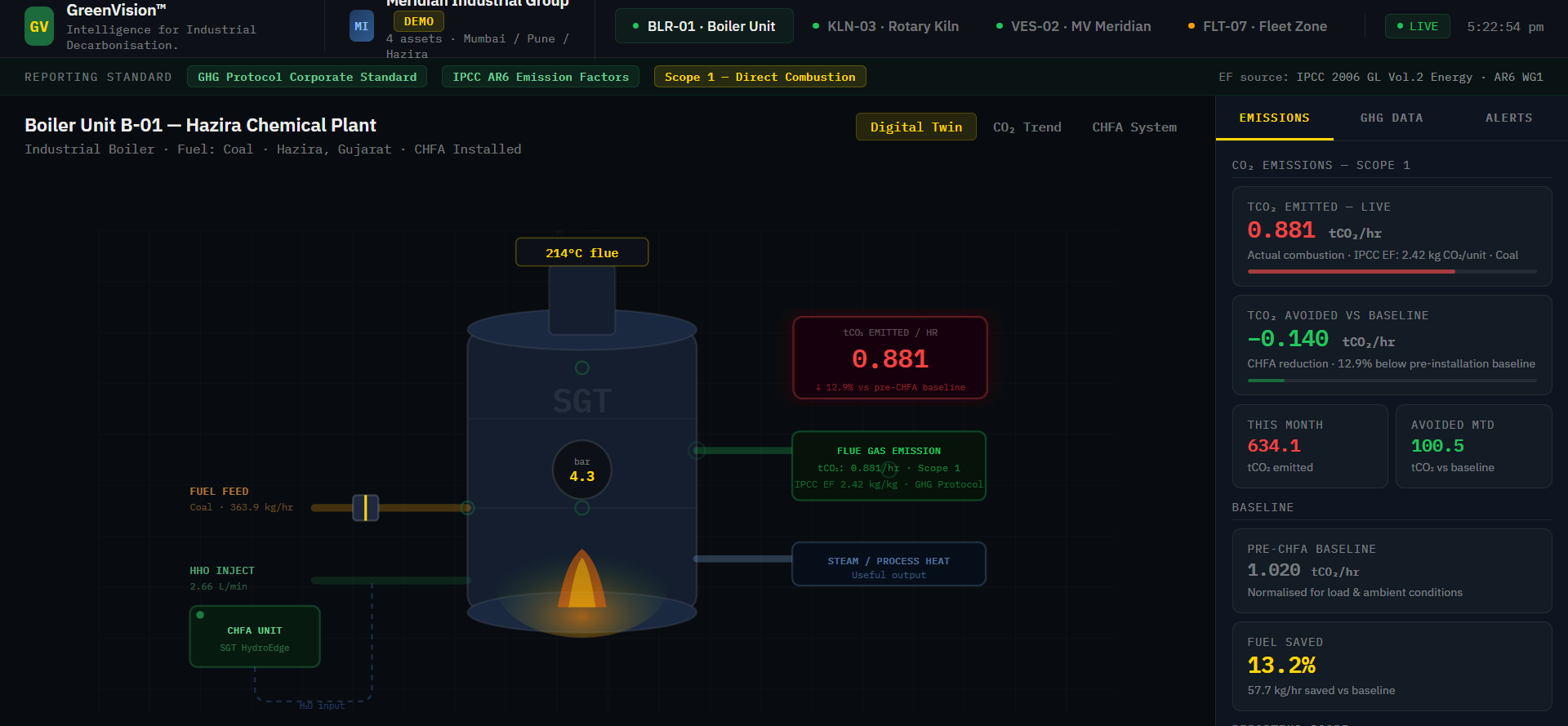
Full SCADA and DCS integration. IoT-enabled digital twin via GreenVision platform for remote monitoring and control.
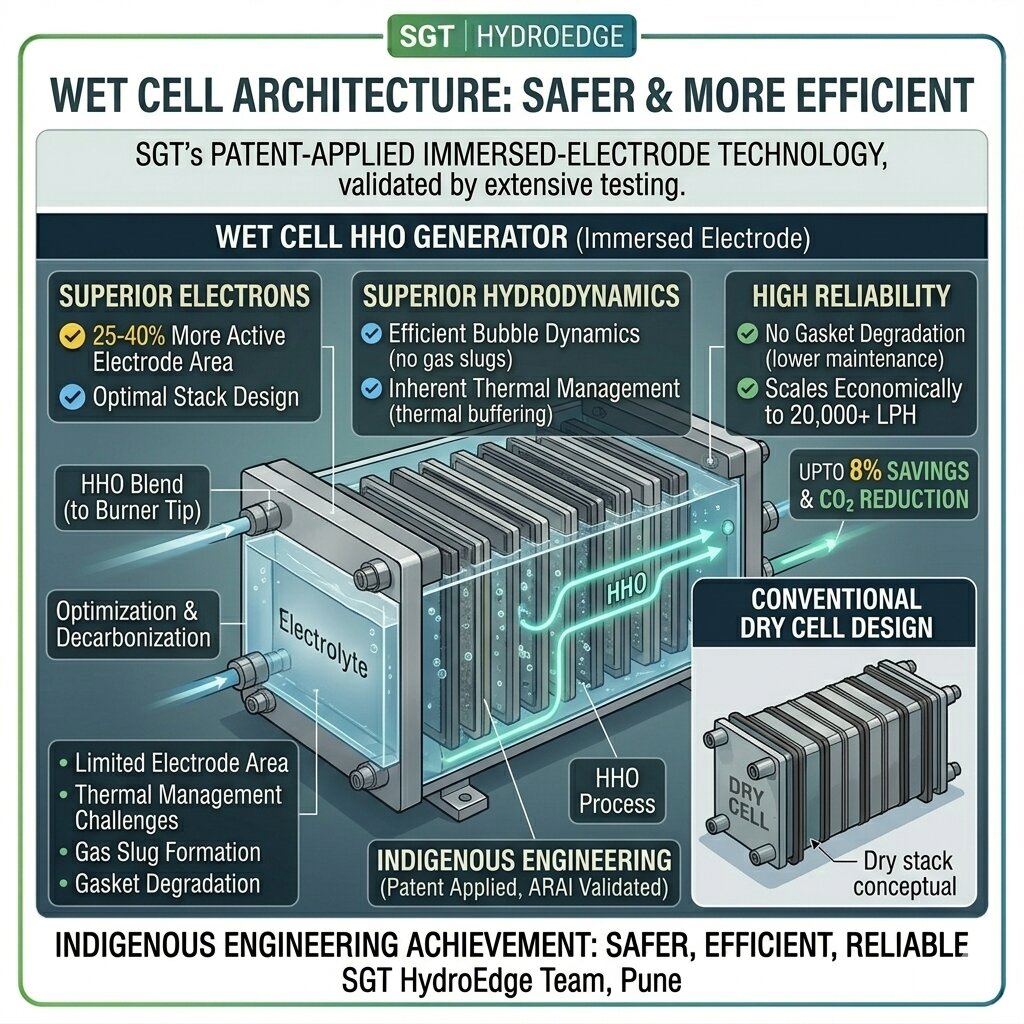
SGT's patent-applied wet cell (immersed-electrode) technology delivers superior performance, safety, and reliability compared to conventional dry cell designs commonly used in smaller systems.
Indigenous Engineering Achievement
SGT HydroEdge has developed the first industrial-scale wet cell HHO generation system outside China. Our engineering team in Pune has created a safer, more efficient alternative to dry cell technology - validated through extensive testing and proven in industrial deployments.
Global industrial electrolyser manufacturers (thyssenkrupp, NEL, McPhy, INEOS) all use immersed-electrode (wet cell) architecture for the same engineering reasons: superior thermal management, electrode utilisation, and reliability at scale.
Efficiency
2.72 kWh/m³ HHO
Operating Temp
60-85°C optimal
Pressure
< 0.1 bar gauge
Service Life
10,000+ hours
CHCA is fuel-agnostic - enhances combustion regardless of fuel type
No Fuel Switching Required: CHCA enhances your existing combustion system without changing fuels or replacing burners. Custom engineered for your specific fuel type and combustion equipment.
Custom-engineered systems for boilers, kilns, and smelters
Steam and process heat generation. Any fuel type - coal, biomass, gas, oil.
Status: Custom engineering required per boiler type and fuel. Pilot partnerships available.
Cement, ceramic, glass kilns. Coal, pet coke, gas, LPG applications.
Status: High-volume systems under development. Early partnerships available for validation testing.
Gas-fired reverberatory and rotary furnaces for metal recycling.
Status: Gas-fired furnaces only (CNG, LPG, propane, natural gas). Custom engineering per application.
Built for seamless integration with industrial control systems
Industrial-grade programmable logic controller manages all system functions with multiple safety interlocks and automated operation.
Ready for integration with existing plant control systems. Standard industrial protocols supported.
Every GreenDrive installation includes IoT connectivity to the GreenVision platform — your fleet's digital twin for complete visibility, verified fuel savings, and automated ESG reporting across trucks, mining equipment, and construction machinery.

Multiple redundant safety systems for industrial environments
< 0.1 bar gauge - near atmospheric pressure eliminates high-pressure explosion risk. Pressure relief valves prevent over-pressurization.
Opto-isolated sensors continuously monitor for hydrogen leaks. Immediate shutdown with latching fault requires manual reset.
Industrial-grade flame arrestors on all gas outlets prevent flashback into the generation system.
Multiple safety checks before startup. Continuous monitoring during operation with automatic shutdown on fault conditions.
Temperature sensors with automatic shutdown if operating limits exceeded. Thermal buffering prevents hot spots.
Automatic water level monitoring with low-level shutdown. PLC-controlled refill system maintains optimal levels.
Industrial Safety Standards
CHCA systems are designed for industrial safety compliance with multiple redundant safety layers. Every installation undergoes thorough safety review and commissioning validation before commercial operation.
Every industrial installation is unique - CHCA systems are custom-designed for your specific application
Analyze combustion system, fuel type, capacity, and operating parameters. Engineering team conducts detailed technical evaluation.
Custom HHO generation capacity sizing, integration points design, control strategy, and SCADA interface specification.
Complete turnkey installation with SCADA/DCS integration, operator training, and performance validation testing.
GreenVision monitoring validates fuel savings and emission reduction. Ongoing optimization support provided.
Unlike automotive CHFA systems which can be standardized, industrial CHCA installations must account for:
Our engineering team designs each installation to deliver optimal performance for your specific conditions:
Base 3,600 LPH module specifications
| Parameter | Specification |
|---|---|
| HHO Generation Capacity | 3,600 LPH per module (0-3,600 LPH variable) |
| Modular Scalability | Multiple modules to 20,000+ LPH per installation |
| Power Supply | 380-415V AC, 3-phase, 50Hz |
| Power Consumption | ~9.8 kW per 3,600 LPH module |
| Specific Energy Consumption | 2.72 kWh/m³ HHO (actual gas) |
| Operating Temperature | 60-85°C optimal range |
| Operating Pressure | < 0.1 bar gauge (near atmospheric) |
| Electrolyte | Potassium hydroxide (KOH) in DM water |
| Cell Configuration | 4S5P (4 series × 5 parallel), 6 cells per electrolyser |
| Cell Architecture | Wet cell (immersed-electrode), polymeric casing |
| Control System | Industrial PLC with HMI touchscreen |
| Communication Protocols | Modbus RTU/TCP, 4-20mA, digital I/O |
| Safety Features | H₂ leak detection, flame arrestors, pressure relief, thermal protection |
| IoT Connectivity | GreenVision digital twin platform included |
| Service Life | 10,000+ hours continuous operation |
| Maintenance | Water refill periodic, electrode inspection annual |
| Certifications | CE, UL, RoHS, ISO 9001:2015 |
Contact our engineering team to discuss your industrial decarbonization requirements
3,600+
LPH per module
20K+
LPH scalability
24/7
Continuous duty